
")
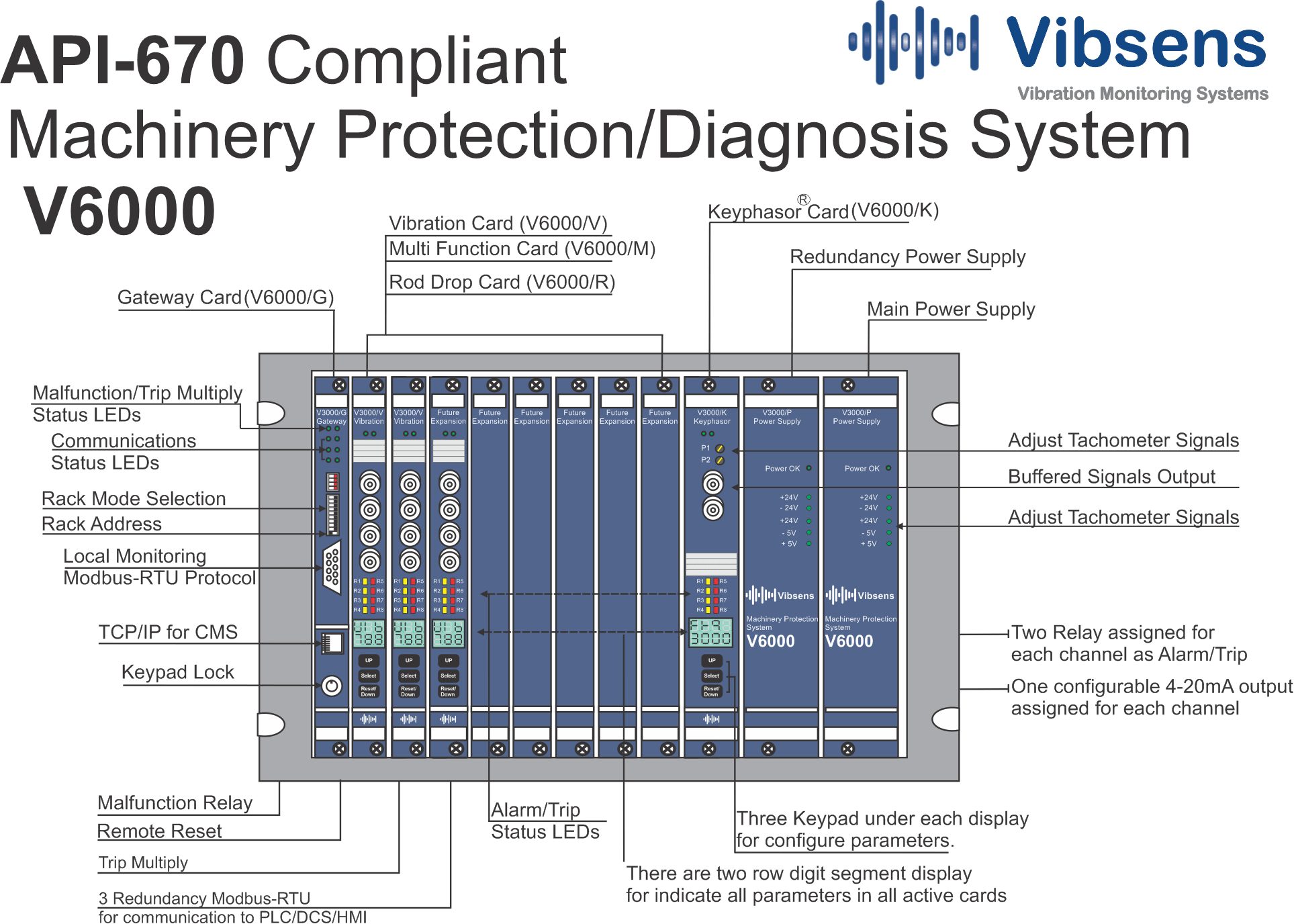
Machinery Protection / Diagnosis System
V6000 is API670 Compliant.
API670 Gereksinimleri
API670-5. baskı Makine koruma sistemi gereksinimleri
4.9.3 RFI Bağışıklığı
Radyo frekansı girişiminin varlığında elektronik enstrümantasyonun tatmin edici çalışması, girişimin seviyesi ve şekli ile buna karşı gereken bağışıklık derecesinin sahip tarafından açıkça tanımlanmasını gerektirir (bir şirket, kontrol odasında radyo kullanılmasına izin vermezken, diğer bir şirket kontrol odasında enstrüman panellerinin arkasında radyo kullanılmasına izin verebilir, ancak muhafazalar açık olduğunda). Radyo frekansı girişimine karşı bağışıklık gereksinimi tanımlandıktan sonra, elektronik tasarım ve donanım kurulumu detayları belirlenebilir (Bkz. Not). Aksi belirtilmedikçe, MPS’ler EN 61000-6-2'nin elektromanyetik radyasyon bağışıklığı gereksinimlerine uymalıdır ve metalik boru veya zırhlı kablo kullanılmalıdır.
4.9.4 Konformal Kaplama
Belirtilmişse, baskılı devre kartları (PCB'ler) nem, mantar ve korozyondan korunmak için konformal kaplamaya sahip olmalıdır. NOT: Tüm izleme uygulamalarında PCB'leri konformal kaplamak mümkün olmayabilir veya arzu edilmeyebilir. Örnekler arasında ısı emiciler, DIP anahtarları veya karmaşık bağlantılar içeren karmaşık devre kartları yer alır. Genel olarak, nemli veya korozif ortamlarda yerinde monte edilen sistemler konformal kaplamayı hak eder. Belirli detaylar ve kapasiteler için MPS tedarikçinizle iletişime geçin.
4.10 Güç Kaynakları
Tüm makine koruma izleme sistemleri, güç kaynağına giriş voltajı 90 Vac rms ile 132 Vac rms veya 180 Vac rms ile 264 Vac rms arasında, anahtarla seçilebilir, 48 Hz ile 62 Hz arasında bir hat frekansı ile Tablo 1'de belirtilen doğruluk gereksinimlerini karşılayabilecek kapasiteye sahip olmalıdır. Belirtilmişse, aşağıdaki güç kaynağı seçenekleri kullanılabilir:
a) 19 Vdc ile 32 Vdc, b) 14 Vdc ile 70 Vdc, c) 90 Vdc ile 140 Vdc.
4.10.6 Güç Kaynağı Bağışıklığı
Tüm güç kaynakları, 5 ìs süreyle normal nominal pik giriş voltajının iki katı kadar anlık geçici bir hat giriş voltajına karşı bağışıklığa sahip olmalıdır.
4.10.9 Güç Kaynağı Trafo Sargıları
Tüm enstrümanlar için giriş güç kaynağı trafosu, minimum olarak, zeminlenmiş laminasyonlarla ayrı sargılara sahip olmalı veya yüksek gerilimin trafonun sekonderine bağlanma olasılığını ortadan kaldıracak şekilde korumalı olmalıdır. Bir izolasyon arızası durumunda, giriş voltajı toprağa kısa devre edilmelidir.
4.10.10 Yedekli Güç Kaynakları
Belirtilmişse, makine koruma izleme sistemi yedekli bir güç kaynağı ile donatılmalıdır. Her güç kaynağı şunları sağlamalıdır:
a) Diğer güç kaynağı ile aynı giriş voltajlarını veya farklı giriş voltajlarını kabul etmek (giriş voltajı seçenekleri için, bkz. 4.10.1 ve 4.10.2); b) Herhangi bir güç kaynağındaki arıza ve ona bağlı güç dağıtım hatlarının diğerini etkilemeden tüm makine koruma izleme sistemine bağımsız olarak güç sağlamalıdır; c) Güç kaynağı bağlıyken çıkarılabilir veya takılabilir olmalı ve koruma sisteminin çalışmasını veya bütünlüğünü etkilememelidir; d) Bir güç kaynağından diğerine otomatik geçiş yaparak koruma sisteminin çalışmasını veya bütünlüğünü etkilememelidir.
4.11.3.a Ön Panel Gösterge Testi
Minimum olarak, her makine koruma izleme sistemi şu özellikler ve işlevlerle donatılmalıdır:
a) Test amacıyla tüm göstergeleri çalıştırma yöntemi; b) Dijital iletişim portu üzerinden (4.13.1) uzaktan zaman ve tarih ayarı yapılabilmesini sağlayan dahili bir zaman saati; c) Sistemin çalışmasını etkilemeden veya diğer bağımsız modüllere zarar vermeden, güç altında iken tüm modüllerin çıkarılabilir ve takılabilir olması.
4.11.4.a Kanal İzolasyonu
a) Bir transdüserin arızasının diğer kanalları etkilemesini önlemek için izolasyon.
4.11.4.b OK Kontrolleri ve Göstergeler
b) Her bireysel kanal için dışarıdan görünür devre arızası göstergesi ile birlikte, transdüser sistemi arızası da dahil olmak üzere iç devre arızalarını göstermek için bir yöntem. Arızasız durum açıkça gösterilmelidir (örneğin, ışık yanarak). Her izleme sistemi için ortak bir devre arıza rölesi sağlanmalıdır.
4.11.4.d Tamponlu Çıkışlar
d) Tüm sistem transdüserleri için (sıcaklık hariç) ön paneldeki bayonet somun konektörleri (BNC) ve arka panel bağlantıları üzerinden bireysel filtrelenmemiş tamponlu çıkış bağlantıları. Belirtilmişse, izleme sistemi BNC konektörleri dışında konektörler veya ön panel dışında bağlantı noktaları kullanabilir.
4.11.4.e 4-20mA Çıkışlar
e) Belirtilmişse, makine koruması için kullanılan her ölçülen değişken için, 4.13.1 dijital çıkışının yanı sıra 4 mA ile 20 mA DC analog çıkış sağlanacaktır.
4.11.4.f CMS Arayüzü
f) Belirtilmişse, MPS ile uyumlu durum izleme yazılımı arasında veri iletmek için bir dijital iletişim portu sağlanacaktır. Kullanılacak protokol, satıcı ve alıcı arasında karşılıklı olarak kararlaştırılacaktır.
4.11.5.d Alarm Tepki Süresi
d) Elektronik aşırı hız tespiti hariç (Bkz. Not), bir alarm (uyarı) veya bir kapama (tehlike) tespiti ve başlatılması için gereken süre 100 ms'yi geçmemelidir. Röle çalıştırma ve izleme sisteminin durumu bildirimi, 7.1.5 a) maddesinde belirtilen zaman gecikmesiyle sabitlenir.
4.12.3 Röleler
Başka bir şekilde belirtilmedikçe, çıkış röleleri epoksiyle sızdırılmış elektromekanik tipte olmalıdır.
4.12.9 Röle Kontak Değerleri
Kontaktlar, 120 Vac'de 2 amperlik dirençli yük, 240 Vac'de 1 amper, veya 28 Vdc'de 2 amper için en az 10.000 işlem kapasitesine sahip olmalıdır. Endüktif yükler bağlandığında, yükte kıvılcım engelleme sağlanmalıdır. Belirtilmişse, 120 Vac'de 5 amper dirençli yükte röle kontakları sağlanmalıdır.
4.12.11.c Sistem Kapanma Devre Dışı İkazı
Bir devre dışı durum, izleme alt sistemi tarafından yerel olarak pozitif bir göstergeyle (örneğin, devre dışı olduğunda yanarak) bildirilmelidir.
4.12.11.f Sistem Kapanma Devre Dışı İkazı Kontakları
Belirtilmişse, iki set izole dış ikaz kontakları sağlanmalıdır.
4.13.1 Dijital İletişim Bağlantısı Protokolleri
Her ölçülen değişkeni temsil eden bir dijital çıkış, bir iletişim portunda sağlanacaktır. Bu çıkışın kısa devresi, MPS'yi etkilemeyecek ve çıkış, ölçülen değişkeni takip edecek ve ölçülen değişken tam ölçek veya daha yüksek olduğu sürece tam ölçek olarak kalacaktır. Başka bir şekilde belirtilmedikçe, bu standart dijital çıkış için kullanılan protokol Modbus olacaktır.
4.11.5.g Reset
Yerel ve uzaktan erişim ile bağlı alarm (uyarı) ve kapanma (tehlike) koşullarının sıfırlanması. Raf tabanlı sistemler için ön panel anahtarı ve arka panel bağlantıları sağlanmalıdır.
4.11.5.h İlk Alarm Gösterimi
İlk alarm (uyarı) ve ilk kapanma (tehlike) durumlarını tanımlamak için bir araç.
5.3 Sıcaklık Sensörleri
5.3.1.1 Standart sıcaklık sensörü, 100-ohm, platin, üç uçlu dirençli sıcaklık dedektörü (RTD) olmalıdır.
5.3.1.2 Başka bir şekilde belirtilmedikçe, standart RTD'nin sıcaklık katsayısı 0.00385 ohm/ohm/°C olmalıdır.
5.3.1.3 Belirtilmişse, Tip J, Tip K veya Tip N termoelemanları, ANSI MC96.1 (IEC 584-1) standardına uygun olarak sağlanacaktır. NOT: Tip N termoelemanları, genellikle daha yüksek sıcaklık uygulamaları için kullanılır.
5.3.1.4 Elektriksel yalıtımlı yataklar için sıcaklık sensörleri, yatak izolasyonunun bütünlüğünü koruyacaktır.
7.1.2 Sürekli Kasa
Başka bir şekilde belirtilmedikçe, sinyal işleme/alarmlar/bütünlük karşılaştırması, ekran/gösterge ve Bölüm 4'te belirtilen tüm diğer özellikler ve fonksiyonlar tek bir sürekli kasada (raf) yer alacaktır (Bkz. Şekil 1). Satıcı onayıyla, tek bir sürekli kasada (raf) yer almayan ve varsayılan sistemin tüm diğer gereksinimlerini ve işlevlerini karşılayan bir sistem sağlanabilir.
7.1.3.a Tek Hata Durumunda Etkilenen Kanallar
Bir devre arızasının (güç kaynağı ve izleme sistemi güç kaynağı hariç) sadece iki kanalı etkileyecek şekilde bir kurulum tasarımı (radial şaft titreşimi, eksenel pozisyon, kasa titreşimi, hız gösterge takometresi veya bir makine kasasında altı kanal sıcaklık veya çubuk düşüşü) sağlanmalıdır.
7.1.3.b Ekran Çözünürlüğü
Tüm radial şaft titreşimi, eksenel pozisyon, çubuk düşüşü ve kasa titreşimi kanalları, ilişkili çıkışlar ve ekranlar, tam ölçeğin %2'sinden az bir çözünürlüğe sahip olmalıdır. Sıcaklık kanalları, ilişkili çıkışlar ve ekranlar, mühendislik birimlerinden bağımsız olarak 1° çözünürlüğe sahip olmalıdır. Takometre ve elektronik ODS kanalları, ilişkili çıkışlar ve ekranlar 1 rpm çözünürlüğe sahip olmalıdır.
7.1.3.c Kontrollü Erişim Koruması
Sıfırlamalar, kazançlar ve alarm (uyarı) ile kapanma (tehlike) ayar noktaları için saha değiştirilebilir elektriksel veya mekanik ayarlamalar, kontrollü erişimle korunacaktır. Ayarlama araçları, taşınabilir bir yapılandırma cihazı bağlantısı dahil, izleme sisteminin ön yüzünden erişilebilir olacaktır. İzleme sistemi alarm ve kapanma işlevleri, ayarlama sırasında 4.12.11'de belirtilen şekilde manuel veya otomatik olarak atlanacaktır.
7.1.3.d Faz Referans Transdüserleri
Aynı izleme sistemi rafında (şasi) birden fazla makine setini izlemek için modüllerin kurulması mümkündür. Ancak, her makine seti için ayrı izleme modülleri olmalıdır. Birden fazla makine seti tek bir raf kullanılarak izleniyorsa, izleme sistemi, bu makine setlerinin/her birinin faz referans transdüseri girişlerini kabul edebilecek kapasiteyi desteklemelidir.
7.1.4 Kazanç Ayarı
Bir izleme sistemi aşağıdaki sinyal işleme işlevlerine ve çıkışlara sahip olmalıdır:
a) her radial şaft titreşimi ve eksenel pozisyon kanalı için kazanç ayarı, b) varsayılan kazanç ayarı, fabrika tarafından 7.87 mV/µm (200 mV/mil) olarak ayarlanmış olmalıdır.
7.1.5.b Kanal Başına Alarm Gösterge Cihazları
b) Her kanal veya eksenel pozisyon kanal çifti için alarm (uyarı) göstergesi.
7.3.2 Röle Sayısı
En azından, her makine seti için aşağıdaki izlenen değişken tipleri için bir çift röle—alarm (uyarı) ve kapanma (tehlike)—sağlanmalıdır:
a) eksenel pozisyon, b) radial şaft titreşimi, c) kasa titreşimi, d) yatak sıcaklığı, e) piston çubuğu düşüşü.
7.4.4.1 Radial Şaft Titreşimi İzleme
Radial şaft titreşimini izleme için tam ölçekli aralık, 0 ile 125 µm (0 ile 5 mil) gerçek pikten pika kayma arasında olmalıdır. Başka herhangi bir ara değer veya hesaplanmış ölçümden elde edilen pikten pika değerleri, transdüser veya sinyal arayüzü dışında kabul edilmez. Belirtilmişse, standart isteğe bağlı tam ölçekli aralık 0 ile 250 µm (0 ile 10 mil) gerçek pikten pika kayma arasında olmalıdır.
7.4.4.6 Kasa Titreşimi Kanalları İçin İsteğe Bağlı Yapılandırmalar
Belirtilmişse, bir kasa titreşimi izleme sistemi aşağıdaki seçeneklerden birini veya daha fazlasını içerebilir:
a) tek kanal ivme veya hız izleme ve gösterme, b) ivme veya hızda iki kanal izleme ve gösterme, c) alternatif filtre veya frekans aralıklarını izleme ve gösterme, d) filtrelenmemiş genel titreşimi izleme ve gösterme (Bkz. 7.4.4.1 sonrası Not 2), e) gerçek rms olarak izleme ve gösterme, f) gerçek pik olarak izleme ve gösterme, g) alternatif tam ölçekli aralıklar, h) çift oylama mantığı (VE Mantığı), i) VEYA Mantığı.
7.4.6 Hız Gösterge Takometresi
Belirtilmişse, bir hız gösterge takometresi sağlanmalıdır. Bu, en yüksek ölçülen dönüş hızını (rpm) kaydetme ve depolama yeteneğine sahip olmalıdır, bu hıza "pik hız" denir. Belirtilmişse, pik hız fonksiyonu için kontrollü erişim sıfırlama yeteneği, hem yerel hem de uzaktan erişimle sağlanmalıdır.
7.4.6.3 Takometre Sensör Tipleri
Sistem, standart prob veya manyetik hız sensörlerinden transdüser girişlerini kabul etmelidir.
7.5.2 Dış Mekan Kurulumları
Dış mekan kurulumları, olumsuz titreşimsel ve çevresel etkilerden kaçınılacak şekilde tasarlanmalı ve yerleştirilmelidir.
8 Elektronik Aşırı Hız Tespit Sistemi
Aşırı hız yapabilen türbin veya başka bir ana motor sağlayıcısı, ODS sağlama sorumluluğuna sahip olacaktır.
9 Sürge Tespit Sistemleri
Sürge tespit sisteminin işlevi, sürgeleri tespit etmek ve sürge döngülerinin sayısını minimize etmek için çıkış sağlamak olacaktır.
10 Acil Kapanış Sistemleri (ESD'ler)
ESD'nin işlevi, güvenli bir kapanış için doğru zamanlama ve sıralamayı sağlamak amacıyla tüm kapanış komutlarını birleştiren mantık çözücüsü olarak görev yapmaktır.
E.2 Sinyal Tespit Yöntemleri
Dişli kutusu kasa titreşimi izleyicisinde, aynı anda kullanılan iki sinyal tespit yöntemi vardır: gerçek pik ve gerçek rms.
E.2.5.a Sinyal Tespit Devreleri
İzleyicideki tespit devreleri, görüntülenen birimlerle tutarlı olmalıdır. Eğer pik görüntüleniyorsa, izleyici devresinde bir pik devre tespitörü kullanılmalıdır. Bir rms tespitörü kullanıldığında ve çıktısı 1.414 ile çarpılarak pik birimleri olarak görüntülendiğinde karışıklık oluşur. Bu dönüşüm yalnızca tamamen sinüzoidal sinyaller için geçerlidir, bu durum ise nadiren kalibrasyon dışında görülür. Pik olarak 1.414 × rms gösteren bir cihaz, aynı titreşim sinyalini gözlemlerken gerçek pik tespitörü olan bir cihazdan çok daha düşük değerler verebilir. Birçok taşınabilir cihaz bu yaklaşımı kullanır, ancak bu okuma karşılaştırmalarında karışıklığa yol açabilir. Karışıklığı önlemek için, rms'den türetilen pik ölçümleri, “gerçek pik” ölçümlerinden ayıran “türetilmiş pik” olarak adlandırılması önerilir.
I.1.1 Ayar Noktası Çarpan Faktörü
Ayar noktası çarpanlaması, izleyici sistemindeki seçili kanalların alarm (uyarı) ve kapanma (tehlike) ayar noktalarının belirli bir miktarda (genellikle 2 veya 3 gibi bir tam sayı katı) yükseltilmesi işlevidir.
I.1.2 Ayar Noktası Çarpanını Etkinleştirme (Trip Multiply)
Ayar noktası çarpanlaması genellikle harici bir kontak kapanması (örneğin bir türbin kontrol sistemi röle çıkışı) ile etkinleştirilir. Ancak, bu komut bazı MPS'lerde dijital iletişim bağlantısı aracılığıyla da etkinleştirilebilir.
I.5.3 Ayar Noktası Çarpanlarının Doğru Seçimi
Yukarıdaki I.5.2'de belgelenen her ölçüm konumunun karakteristik tepkisi, uygun çarpanı belirlemek için de kullanılmalıdır. Çarpan, alarm (uyarı) ve kapanma (tehlike) ayar noktalarını rezonans noktasındaki makineye özgü tepkinin üzerinde olacak şekilde olabildiğince küçük seçilmelidir. Bu standarda uyan MPS'lerin 2 veya 3 ile çarpanlama yapma imkânı sağlanmalıdır (Şekil I.1'deki örnek, dikey eksende görülebilecek işaretler ile 3'ün tam sayı katı olarak varsayılmıştır). Rezonansta makinenin tepkisini karşılamak için 3'ten fazla çarpan gerektiğinde, bu durum, makinenin kabul edilemez derecede büyük bir amplifikasyon faktörüne sahip olduğunu gösterebilir. Makine üreticisiyle iletişime geçilmelidir.
I.6.4 Ayar Noktası Çarpanını Manuel Olarak Etkinleştirme
Bu yöntem, otomatik bir makine kontrol sistemine dayanmaz. Bunun yerine, bir operatör, makinenin başlatılması veya kapatılması prosedürünün bir parçası olarak, MPS'deki ayar noktası çarpanını bir düğme, anahtar veya zamanlayıcı ile manuel olarak etkinleştirir. Ancak bu durum nadiren karşılaşılır çünkü günümüzde çoğu makine, tüm başlatma ve kapama kontrolünü ve sıralamayı insan müdahalesi olmadan yapabilen otomatik kontrol sistemleri ile donatılmıştır.
N.12 Fluid-induced Instabilities
Fluid-induced instabilities arise when fluid forces, such as those from oil or gas, act on the rotor. These forces can result in undesirable, often destructive, vibration levels. These instabilities are most commonly found in support bearings or seals.
-
Oil Lubricated Bearings: Designed as hydrodynamic bearings, they form a wedge of oil to lubricate and support the rotor. The rotor’s rotation causes the oil to rotate circumferentially within the bearing. The oil in contact with the shaft has an angular velocity equal to the rotor speed, while the oil in contact with the bearing surface has zero angular velocity. The average circumferential velocity of the oil is typically 35% to 48% of the rotor speed.
-
Fluid Forces: These forces acting on the rotor are categorized as:
- Radial Fluid Film Force: Due to the radial force created by the fluid film.
- Tangential Fluid Film Force: Due to the rotation and circumferential velocity of the oil.
N.12.4 Resonance
All structures, including machinery components like rotors and piping, have natural (resonant) frequencies. The resonant frequencies of a rotor system depend on its mass and stiffness. This is crucial for avoiding resonant conditions that can exacerbate vibration problems and damage machinery.
N.13.2.3 Spectra Sampling
Spectra Sampling Requirements:
-
Resolution: Increasing the number of spectral lines increases the resolution, allowing finer distinctions between closely spaced frequencies (e.g., motor slip frequencies). High-resolution measurements are necessary when distinguishing between closely spaced frequencies, particularly when the maximum frequency (Fmax) is very large. Typically, 400 spectral lines are sufficient for coast-up, coast-down recordings, but 800 or more are recommended for spectra measurements.
-
Frequency Range (Fmax): Fmax is the highest frequency displayed in the spectrum. The higher the operating speed of a machine, the higher the Fmax needs to be to capture all relevant data. For proximity probes, Fmax is typically set at 5 to 10 times shaft speed, to capture data on issues like unbalance, misalignment, bearing clearance, oil whirl, etc.
-
Runout Compensation: For synchronously sampled data, runout compensation should be provided.
N.13.2.5 Hanning Window
A Hanning window is used in FFT analysis to reduce spectral line leakage and prevent data from "bleeding" into adjacent frequencies. This window function smooths the data before spectral analysis to improve frequency resolution.
N.13.2.6 Anti-aliasing Filters
Aliasing occurs when the signal's frequency exceeds half the sampling rate, causing distortion. An anti-aliasing filter is recommended to eliminate these errors, unless the filter would introduce significant phase distortion at the frequencies of interest.
N.13.2.13 Sample Rate
For vibration measurements, the sample rate is automatically determined based on the selected frequency range and resolution. Proper sample rates ensure accurate data capture.
N.13.2.14 Peak Impact Detection
For gearbox and rolling element bearing faults, characteristic impact signals are often not visible in typical FFT measurements. Instead, other techniques like enveloping (demodulation) should be used to detect these faults, as they reveal the fault signal more clearly than traditional methods.
N.14.1 Waveform Sampling Types
The system must support both synchronous and asynchronous sampling to allow accurate data capture for different types of vibration events.
N.14.2 Synchronous Sampling
For synchronous sampling, the system should meet the following requirements:
- At least 100 sample points per revolution at full speed.
- At least 8 revolution sample length.
- No anti-aliasing filters.
- Simultaneous sampling of X and Y probes with a phase reference.
- Option for time-synchronous averaging, with at least 16 averages (unless not needed).
- Band-pass and low-pass filtering for specific shaft speed harmonics (1/2X, 1X, 2X, 3X) and low-pass filtering for 1X, 2X, and 3X shaft speed.
- Full-spectrum plots showing both forward and reverse components, providing an orbit shape and component relationship in the frequency domain.
N.16.2 Display Features
- Cursor Readout: Capability to read and display data for all plots.
- Manual and Auto Plot Scaling: Ability to scale plots manually or automatically for different data types.
N.16.4 Alarm Capabilities
- Alarms should be defined prior to installation and should not be triggered on every measured value but on significant conditions indicating a fault or anomaly. Collaboration with vendors, OEMs, and experts is recommended for defining these alarms.
Frequency Domain Analysis:
- Frequency Spectra: Linear amplitudes, accelerations, velocities, or displacements plotted against linear frequency in Hz, cpm, or orders.
- Waterfall and Cascade Plots: At least 50 spectra displayed against time and speed respectively.
Time Domain Analysis:
- Waveform Plots: Both unfiltered and time-synchronously averaged data.
- Orbit Plots: With and without filtering, including synchronous data for speed analysis.
Critical Speed Analysis:
- Plotting capabilities for speed-transient data include Bode plots, polar plots, and shaft centerline plots.
Trend Analysis:
- Display of measured parameters over time in Cartesian plots.
N.17 Data Storage
- Normal Operation: Data is stored on an exception basis (e.g., alarms or significant parameter changes) with options for periodic storage (e.g., once per hour, day, or week). Stored data should be kept for at least 24 months.
Startup/Coast-down Storage:
- During startup or coast-down, vibration-related data should be collected at every 50 rpm or less. Once the machine reaches operating speed, specific data sets should be stored.
Data Storage for Known Machine Problems:
- Storage intervals can be adjusted for monitoring troubled machines.
Static and Dynamic Data:
- Static data (e.g., vibration, temperature) should be stored at least once per second.
- Dynamic data (waveform and spectral) should be stored at least once per hour with flexibility for analysis (e.g., energy in frequency ranges, harmonics).
Continuous Display:
- Online systems should display live data plots (waveforms, spectra, orbits, etc.) with a typical refresh rate of at least once per second at 3000 rpm and above.
Live Mode and Printing:
- Capability for live data storage, printing, and saving to disk.
N.19.7 Enhanced Monitoring of Troubled Machines
- When unusual vibration or other indicators of trouble are detected, enhanced monitoring is required, potentially including additional instrumentation and increased data collection rates.
N.20 Alarm Settings
- CMS vs. MPS: The key difference lies in the purpose of alarms:
- MPS alarms: Indicate critical failures, typically related to balance or gross conditions.
- CMS alarms: Indicate specific faults, abnormal operating conditions, or degradation, often before a machine failure occurs.
N.21.2 Data Types for Analysis
- Collected data should include:
- Routine steady-state data
- Data during alarm conditions
- Data during transient conditions
N.24 Calibration and System Verification
- Calibration and Verification: Performed according to manufacturer’s recommendations or plant maintenance protocols. Consideration should be given to sensor performance, such as bias current and line frequency trends (e.g., 50 Hz or 60 Hz) for calibration.